The gauge inside radius die opening and minimum flange length are all interconnected through different equations and relationships the air bend force.
Minimum bend radius mild steel sheet.
Being able to read a bend force chart is crucial for any brake press operator and sheet metal engineer.
If the material is 0 5 in.
This value will vary by grade.
When designing sheet metal parts and enclosures it is helpful to use these values as the basis for your design.
It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
Use this document to choose values that are both manufacturable and meet your needs.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
4 0 5 2.
The tool can calculate the required bending force for bending aluminum stainless steel mild steel and weldox or strenx high strength steels.
Finding the true minimum bend radius for steel or aluminum plate requires a little research.
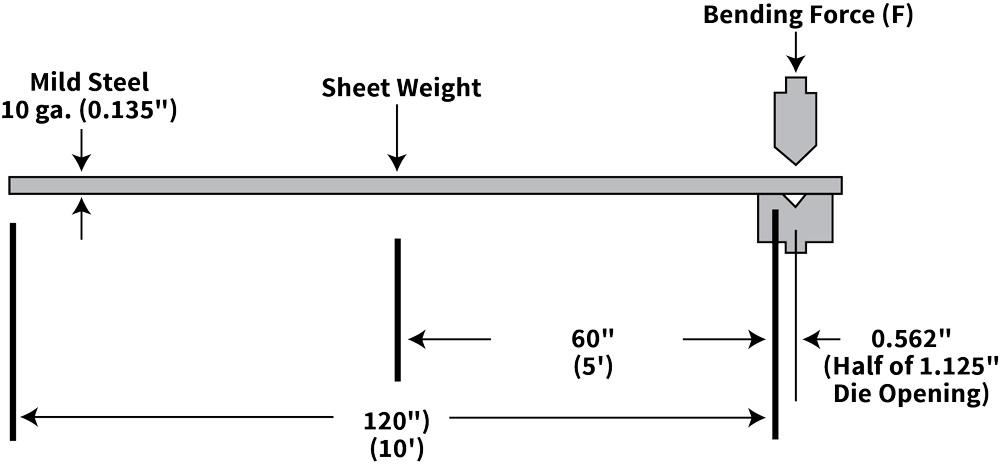
An air bend force chart or force chart breaks down a number of key components of sheet metal bending in an easy to reference format.
I can now see that the minimum flange length is 8 5 mm for such a bend so i have to keep it in mind when designing.
Determining the minimum internal radius for a bend in sheet metal.
In steel between 0 5 and 0 8 in.
The minimum inside bend radius is even larger when bending with the grain.
Steve benson the president of asma llc shares a handy rule of thumb for determining the minimum bend radius for steel forms.
So in this case the minimum inside bend radius is 2 times the material thickness.
Bend radii and minimum bends are limited to certain values or ranges which are determined by the equipment and tooling combinations available to the manufacturer.
The required die width is 12 mm and tonnage per meter is 22.
Divide 50 by the material s tensile reduction percentage as specified by your supplier.
To keep it simple i also use a 2 mm inside radius.
Again the minimum inside bend radius is even larger when bending with the grain.
Discover all our calculation tools in the calculators section of the top menu.
Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may require a minimum bend radius that s 3 75 times the material thickness.
The minimum bend radius data shown in these charts is measured to the inside of the bend.
Now multiply that answer by the plate thickness.
This tool allows you to determine tonnage internal radius v die opening and minimum flange you just have to insert the characteristics of the sheet metal to be bent.
Bend radii minimum bend sizes.
In steel between 0 5 and 0 8 in.
Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may require a minimum bend radius that s 3 75 times the material thickness see figure 1.
Bend radii minimum bend sizes.
Let s say i have a 2 mm thick sheet and i want to bend it.